Bronzare
Bronzarea este tratamentul la care sunt supuse pieile pentru a le păstra și a le prelucra.
Industria bronzării este sectorul industrial care produce piei și piele destinate în principal industriei modei, dar este utilizat pe scară largă în alte sectoare.
Districtele de bronzare
În Italia există 1330 de companii:
- în Veneto ( Arzignano ), cu 489 companii.
- în Toscana ( Santa Croce sull'Arno ), cu 567 companii. Cunoscut și sub numele de Districtul Pielei .
- în Campania ( Solofra ), cu 179 companii.
- în Lombardia ( Magentino ), cu 50 de companii
Există alte tăbăcări excelente, dar izolate, în Piemont ( Torino ), în Marche , în Campania și în Puglia ( Monopoli ).
În țesătura antreprenorială există multe companii mici, așa-numiții „ subcontractanți ”, care efectuează operațiuni mecanice sau chimice unice în numele tăbăcăriilor.
Această subdiviziune reprezintă, de asemenea, o specializare în producția de tipuri de piele:
- în Veneto se produc în principal piei de vacă cu suprafață mare, destinate mobilierului și automobilelor.
- în Toscana, cowhides mediu de suprafață sunt prelucrate , în special pentru produse din piele, fețe și talpă din piele.
- în Campania este specializată în prelucrarea pieilor de oaie și capră pentru îmbrăcăminte, încălțăminte și articole din piele.
- în Lombardia, pe de altă parte, în principal piei mici de capră sunt prelucrate pentru articole din piele și încălțăminte.
Istorie

Omul preistoric și-a dat seama că pielea animalelor pe care le-a vânat pentru hrană ar putea servi drept protecție împotriva agenților atmosferici. Cu toate acestea, pielea este un material proteic organic și, prin urmare, a durat câteva zile, deoarece s-a putrezit în curând. S-a observat atunci, probabil întâmplător, că dacă pielea ar fi fost expusă la fumul focului pentru a se încălzi sau pentru a găti carnea sau dacă pielea ar fi fost scufundată în apă în care erau ramuri sau frunze de plante și copaci. de asemenea scufundat, apoi a fost păstrat mult mai mult timp. În practică, au fost descoperite tăbăcirea cu aldehide (din care fumul pădurilor proaspete este bogat) și tăbăcirea vegetală cu taninuri (conținute în lemn și în toate legumele ). S-a mai observat că dacă pielea era umedă de apă în care pietrele vetrei , calcinate de foc, se dizolvaseră, părul pielilor se desprindea foarte ușor de piele, permițând utilizări mai numeroase ale pielii.
Aldehidele, taninurile și varul ( calcarul pietrelor prin efectul căldurii se transformă în var viu (CaO) care cu apa formează var stins (Ca (OH) 2 )) sunt substanțe care încă astăzi, deși cu diferite metode, sunt utilizate în procesele moderne de bronzare.
Prin urmare, activitatea de bronzare este la fel de veche ca omul și acest lucru ajută să înțelegem de ce chiar și astăzi omul are o relație foarte intensă cu pielea și pielea.
Timp de multe secole, tehnologia de tăbăcire a rămas practic neschimbată, folosindu-se aproape numai apă, var, taninuri vegetale și grăsimi animale (numai cantități mici de piei au fost tăbăcite cu alum , adică aluminiu , obținându-se o piele albă, dar nu rezistentă la apă. ) și multă activitate manuală. În a doua jumătate a secolului al XIX-lea a fost introdus tamburul , o mașină constând dintr-un cilindru care se rotește în jurul propriei axe. Apa, piei și substanțele chimice au fost introduse în tambur, care a fost apoi rotit mai mult sau mai puțin rapid. Acțiunea mecanică de rotație favorizează considerabil pătrunderea produselor în piele și, prin urmare, procesul de tăbăcire, care anterior dura mai multe luni, a fost foarte accelerat. Introducerea tamburului a reprezentat primul pas pentru transformarea activității de bronzare dintr-o activitate pur artizanală într-o activitate industrială mai adecvată.
Poate că cel mai important pas către o transformare radicală a producției de bronzare a fost totuși descoperirea, spre sfârșitul secolului al XIX-lea-începutul secolului al XX-lea , a bronzării cu crom , adică a capacității de bronzare a compușilor cromului trivalent (Cr +3 ) care sunt capabili să se lege ferm de piele făcând-o să putrezească. Acest tip de bronzare este acum de departe cel mai răspândit (85-90% din toate pieile produse în lume sunt bronzate cu crom) datorită simplității sale, vitezei (câteva ore în loc de zile), flexibilității (cu bronzarea cu crom orice tip de piele poate fi produsă, cu excepția pielii talpa pantofului), economic.
Tamburul, bronzarea cromată, evoluțiile enorme ale chimiei din ultimii ani, introducerea tehnologiilor moderne în industria bronzării ( laser , tipărirea cu jet de cerneală , tehnologia informației ) au transformat acum afacerea de tăbăcire într-o adevărată industrie, care încă și astăzi, ca și în vremurile preistorice, transformă deșeurile din industria alimentară mult mai importantă într-un produs util și durabil, potrivit pentru producerea de nenumărate obiecte.
Prelucrarea bronzării
Imediat după uciderea animalului, încep procesele de degradare a țesuturilor. Chiar și înainte de a ajunge la putrefacție , acest lucru determină deteriorarea mai mult sau mai puțin gravă a pielii, care îi degradează rapid calitatea și valoarea din punct de vedere al bronzării. Mai mult, deoarece tăbăcăriile nu sunt aproape întotdeauna amplasate suficient de aproape de locurile de producție a pieilor, timpul dintre decojire și începutul procesului de tăbăcire ar fi prea lung, iar procesele de degradare riscă să distrugă pieile. Prin urmare, este necesar să se "păstreze" pielile proaspete, adică să se blocheze procesul de degradare pentru un timp suficient pentru transportul la tăbăcire și pentru începutul procesării.
depozitare
Conservarea trebuie efectuată cât mai repede posibil și constă în crearea unor condiții în interiorul pielii care fac imposibilă viața și dezvoltarea bacteriilor și microorganismelor care produc enzimele putrefacției .
De departe cele mai utilizate metode sunt sărarea și uscarea.
Sărare
Sărare constă în saturarea pielii cu sare obișnuită ( clorură de sodiu , NaCl) de marin sau origine minerală. Sarea pătrunde foarte repede în piele (pielea conține aproximativ 65% apă [1] ), produce o eliminare parțială a apei prin efect osmotic , în timp ce apa rămasă devine o soluție saturată de sare. Aceste condiții sunt absolut nepotrivite pentru viața și dezvoltarea microorganismelor și, prin urmare, procesele putrefactive rămân inhibate.
Sarea este cel mai potrivit proces de conservare pentru piei groase, cum ar fi piei de bovine , deoarece sarea pătrunde rapid pe toată grosimea. Pentru sărarea cu sare solidă, 25% până la 50% sare se utilizează la greutatea pielii brute, [2] [3] în medie 40%.
Este un proces foarte eficient, ieftin, ușor de aplicat și, prin urmare, foarte răspândit. Are dezavantajul că, odată ajunși la prelucrare, pieile eliberează toată sarea pe care o conțin (aproximativ 15% din „greutatea sărată”), care apoi ajunge în apele de procesare. Sarea nu este un produs toxic sau dăunător, dar în orice caz determină o modificare a florei și faunei apelor corpurilor receptoare (râuri, canale, lacuri). Nu există sisteme care să elimine sarea din apă în mod eficient și la costuri rezonabile, astfel încât instalațiile de purificare a apei de bronzare, deși sunt foarte eficiente în descompunerea tuturor celorlalți poluanți, nu sunt eficiente împotriva sărurilor.
Prin urmare, sarea de conservare reprezintă astăzi principala problemă a industriei de tăbăcire în ceea ce privește poluarea apei, în timp ce celelalte sunt rezolvate, deși cu o creștere a costurilor. Numeroase studii sunt în curs de desfășurare în întreaga lume pentru a găsi sisteme alternative de conservare față de sărare.
Uscare
Celălalt sistem de conservare este uscare . Constă în eliminarea cât mai multă apă posibil de pe piele (până la un conținut de 12-15% [2] ). În acest fel, condițiile sunt încă nepotrivite pentru viața și dezvoltarea microorganismelor care au absolut nevoie de apă. Eliminarea apei, desigur, trebuie să aibă loc rapid sau cel puțin înainte de a începe procesele putrefactive și trebuie să acopere întreaga grosime a pielii.
Cu siguranță, cel mai bun aspect al acestui tip de conservare este că prelucrarea pieilor uscate nu produce efecte poluante, deoarece nu există descărcări toxice sau dăunătoare pentru biodiversitatea animalelor și a plantelor.
Uscarea, totuși, este un proces potrivit numai pentru piei subțiri, pentru care migrația apei din straturile interioare este mai rapidă ( evaporarea apei are loc numai de pe cele două suprafețe exterioare ale pielii și, prin urmare, apa conținută în interior, pentru a se evapora, mai întâi trebuie să migreze și să difuzeze de la straturile interioare la exterioare, proces care este destul de lent). Prin urmare, uscarea este cel mai potrivit sistem de conservare pentru piei de oaie și capră, în timp ce nu se pretează la conservarea piei de bovine, cea mai numeroasă.
Alte sisteme de conservare
Au fost propuse și alte sisteme de conservare (iradiere cu raze γ, tratament cu silicați , cu produse antibiotice etc.), dar nu și-au găsit aplicarea nici din cauza costurilor ridicate, fie a eficacității limitate în timp.
Singurul sistem care a găsit chiar și o aplicație limitată este depozitarea la rece . Imediat după jupuire, pieile sunt răcite rapid la o temperatură de + 2/4 ° C. Dacă sunt păstrate în astfel de condiții, piei pot fi păstrate timp de aproximativ 10 zile, chiar și 15 zile dacă se utilizează agenți anti-mucegai sau antibacterieni .
Cu toate acestea, sistemul necesită un lanț de frig ( abator - transport - depozite) și, în orice caz, poate fi aplicat numai dacă distanța dintre locul de producție al pieilor și locul de prelucrare nu este prea mare. Prin urmare, a găsit unele aplicații în Germania , Austria (națiuni cu o capacitate mare de producție a pielii, dar cu o capacitate modestă în industria națională de bronzare) și în zonele de bronzare din nordul Italiei , mai aproape de zonele de producție din Europa de Nord . Industria italiană de tăbăcire, pe de altă parte, are o capacitate de producție considerabil mai mare decât cea de a produce piele proaspătă și, prin urmare, este obligată să importe piele din întreaga lume, chiar și din zone geografice foarte îndepărtate, cum ar fi America de Nord și de Sud . Australia , Noua Zeelandă , Orientul Mijlociu și Îndepărtat . Timpii de transport din aceste zone sunt, prin urmare, foarte lungi (chiar și câteva luni), deci nu este posibilă depozitarea la rece. Prin urmare, sărarea rămâne principalul sistem de stocare pentru piei grele până când se găsește un sistem alternativ la fel de eficient, rapid și economic.
Procesul de bronzare
Procesul de bronzare este destul de lung și complex. Este în esență un proces chimic constând din mai multe faze succesive intercalate cu operații mecanice.
Întregul proces poate fi împărțit în 3 macrofaze:
- bronzare
- refacerea
- finisare
Fiecare dintre aceste macro-faze, atunci, este împărțită în faze cu scopuri specifice.
O particularitate a procesului de bronzare este că unele operațiuni, atât mecanice, cât și chimice, pot fi efectuate în diferite momente ale procesului, în funcție de caracteristicile pielii care urmează să fie obținute sau, uneori, de nevoile organizaționale ale companiilor.
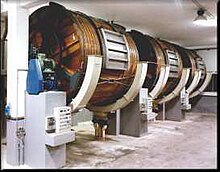
Toate operațiile chimice până la tratamentele post-bronzare se efectuează cu utilizarea apei în tambur, mașina tipică de tăbăcit. Practic tamburul constă dintr-un cilindru care se rotește în jurul propriei axe și în care sunt introduse apă, piei și reactivi chimici. Inițial a fost pur și simplu un cilindru rotativ din lemn, astăzi este o mașină complexă controlată de computer , cu posibilitatea de a regla admisia apei, viteza și direcția de rotație, deschiderea și închiderea ușii, admisia reactivului , reglarea temperaturii , controlul greutății (dacă este montat pe sarcină celule). Prin urmare, este posibil să efectuați automat o „rețetă” de procesare, evitând multe posibilități de erori datorate abilităților manuale. Majoritatea tobelor sunt încă din lemn, dar tamburile pot fi din oțel sau rășini.
Există, de asemenea, mașini alternative la tambur, cum ar fi mixere sau tamburi de imersie (cum ar fi mașinile de spălat casnice), dar cele mai comune reactoare sunt încă tamburi. Dimensiunile sunt diferite în funcție de operația care trebuie efectuată și pot ajunge până la 4 mx 5 m pentru tamburele de calare.

Pregătirea pentru bronzare
Operațiunile de pregătire pentru tăbăcire constituie așa-numitele operațiuni de coastă (în unele zone numite „ginestrella”). Numele amintește în mod clar rivièrette franceză, deoarece acestea sunt fazele care necesită cea mai mare cantitate de apă și, prin urmare, multe dintre aceste operațiuni au fost efectuate pe malurile râurilor .
Operațiile de pregătire pentru tăbăcire sau riviera, începând cu pielea brută (conservată), pot fi grupate după cum urmează:
- ecologizare
- (fleshing)
- epilare
- calcinare
- fleshing
- Despică
- delimitare
- macerare
- degresare
Ecologizare
Înmuierea are scopul de a reda pielii apa pe care o pierduse în procesul de conservare, eliminând murdăria, sângele , balega și sarea în cazul piei conservate prin sărare.
Se desfășoară în tamburi sau în butoaie, în funcție de materia primă pe care o tratăm cu utilizarea apei și cantități variabile de surfactanți în funcție de tipul de conservare la care au fost supuse pielile. Uneori se folosesc cantități mici de substanțe chimice ( enzime proteolitice, uree ) pentru a accelera procesul de rehidratare în sine și a începe să elimine unele substanțe conținute în piele care sunt inutile sau dăunătoare în scopuri de bronzare, cum ar fi grăsimile, proteinele solubile în apă, sărurile, etc.
Fleshing
Carnea este o operație mecanică prin care sunt eliminate țesuturile subcutanate reziduale ale țesuturilor care leagă pielea de carcasa animalului.

Diagrama figurii (opus) ilustrează structura unei piei brute: părțile secțiunii din piele care prezintă interes din punct de vedere al tăbăcirii sunt stratul de cereale sau papilar și carnea sau stratul reticular. Aceste două straturi formează împreună dermul . Ambele sunt formate din fibre de colagen , o proteină , mai subțire și dispuse predominant orizontal în starea florii, mai mari și dispuse în toate direcțiile în stratul papilar.
Celelalte părți ale pielii brute sunt eliminate în cursul procesării. În special, țesutul subcutanat este eliminat mecanic cu curățare (vezi mai jos) în timp ce epiderma și părul sunt eliminate chimic în calciu (vezi mai jos), cu excepția cazului în care, evident, o piele pentru blană sau, în orice caz, cu păr. Cu toate acestea, curățarea nu se face de obicei în acest moment al procesului, deoarece pielea verde sau proaspătă are o consistență flască și nu se pretează bine la curățare. În plus, prezența părului și, uneori, a gunoiului de grajd și a murdăriei neeliminate încă, care măresc grosimea în unele zone, înseamnă că mașina poate tăia nu numai țesutul subcutanat, ci și pielea însăși, afectând astfel calitatea pielii finale. . Din aceste motive, curățarea se efectuează aproape întotdeauna după depilare-calcinare, când pielea nu mai are păr și balegă, este umflată și turgentă și se pretează bine la acțiunea cuțitelor elicoidale ale „mașinii de curățat”.
Depilare și calcinare
Îndepărtarea părului și calcarea sunt operații chimice care au scopuri diferite.
Îndepărtarea părului este utilizată pentru a elimina părul și epiderma și, prin urmare, se efectuează întotdeauna, cu excepția cazului în care urmează să fie produsă o piele cu păr sau blană .
Calcinarea servește la slăbirea rețelei fibroase a pielii. Mai mult, în timpul calcinării au loc alte reacții chimice, care vor fi descrise mai târziu, utile pentru bronzare.
Deoarece depilarea și calcinarea sunt efectuate cu aceleași substanțe chimice, în realitate cele două faze sunt efectuate simultan și, prin urmare, vorbim în prezent despre o fază de depilare-calcinare sau, mai simplu, de calciuire .
Îndepărtarea părului este cel mai adesea efectuată cu agenți de reducere, în special sulfură de sodiu (Na2S) și var (Ca (OH) 2, hidroxid de calciu ).
Keratina , care este principala proteină din care se formează părul și epiderma, este o proteină foarte stabilă datorită prezenței în moleculele sale a punților disulfidice -SS- conținute în molecula aminoacidului cistină , unul dintre constituenții keratinei. Prin urmare, pentru a solubiliza keratina, este necesar să rupem această legătură disulfură pentru a face keratina mai ușor atacabilă și să o solubilizăm. Chimia îndepărtării părului este destul de complexă, controversată și nu este încă bine înțeleasă. Cu siguranță puntea disulfură este ruptă, eliminând cauza stabilității keratinei, care poate fi, prin urmare, ușor solubilizată. Prezența varului stabilizează pH - ul băii de îndepărtare a părului în jurul valorii de 12,5, ceea ce este optim pentru îndepărtarea părului și pentru acțiunea reducătoare a sulfurii sau sulfurii.
PH-ul puternic alcalin al soluției de var și sulfură produce, de asemenea, efecte secundare. O parte din grăsimile naturale sunt saponificate , solubilizate și apoi eliminate din piele. O parte a grupurilor amidice laterale ale lanțului proteic de colagen este transformată în grupări carboxilice libere cu formarea de amoniac
Glutamina și Asparagina : Aa - CONH 2
Aa - CONH 2 + OH - → Aa - COO - + NH 3
Grupurile carboxilice astfel formate sunt adăugate la cele deja prezente în mod natural pe moleculele de colagen și care constituie siturile de complexare pentru metalele de bronzare. Prin urmare, calcarea, prin creșterea posibilității de legare cu metalul de bronzare, facilitează bronzarea mineralelor în general și bronzarea cu crom în special.
În cele din urmă, alcalinitatea puternică favorizează solubilizarea proteinelor globulare și astructurate conținute în piele, nefolositoare pentru bronzare, inducând și o hidroliză parțială alcalină a lanțurilor de colagen. Proteoglicanii , macromoleculele cu schelete proteice și lanțuri laterale glicozidice , sunt de asemenea destul de ușor hidrolizate și eliminate.
Toate aceste acțiuni colaterale ale calcului sunt cu atât mai pronunțate cu cât șederea pielilor în baia de calcare este prelungită și temperatura este ridicată (în orice caz, la 40 ° C, pentru a evita deteriorarea ireparabilă a pielii). Prin urmare, calcarea, pe lângă eliminarea părului și a epidermei, elimină multe substanțe nocive sau inutile, distribuie uniform grăsimile naturale reziduale și separă fibrele astfel încât pielea rezultată să fie mai moale.
Separarea fibrelor este favorizată și de umflarea osmotică considerabilă produsă de pH-ul ridicat și de prezența la concentrații mari de ioni Na + , Ca ++ și OH - astfel încât pielea se umflă cu apă. Pielea calcinată (adică care a suferit calcar) este, prin urmare, foarte umflată, turgentă și translucidă. În aceste condiții, acesta se pretează bine operațiunii de curățare, deoarece țesuturile subcutanate, care au devenit și turgente, sunt ușor tăiate de lamele elicoidale ale cilindrilor mașinii de curățat. Prin urmare, carnea este mai ușoară și oferă rezultate mai bune dacă se efectuează pe piei calcinate, astfel încât în majoritatea cazurilor carnea se efectuează după calciu, mai degrabă decât după îmbibare. După ce se efectuează și calcarea, dacă este necesar, despicarea.
Piețile calcinate, așa cum am menționat deja, apar umflate și, prin urmare, cu o grosime considerabil crescută. Fiind, de asemenea, tulburi, pot fi ușor împărțite în două sau mai multe straturi. Această operație este aproape întotdeauna necesară pentru piei de vacă grele, care sunt în mod natural prea groase pentru a fi utile pentru producerea produselor. Se efectuează cu o mașină numită mașină de despicare. Pielea calcinată este împinsă de doi cilindri zimțiți de o lamă de bandă care taie pielea în două straturi paralele cu suprafața sa. Stratul superior, care conține bobul, care este modelul tipic al pielii de vacă dat de dispunerea foliculilor de păr , constituie stratul de bob, în timp ce stratul sau straturile inferioare, care evident nu au bobul, constituie scoarța.
În general, prin urmare, cele mai subțiri piei (oi, capre, viței) sunt doar jupuite, dar nu despicate. Piei de vaci mari, pe de altă parte, sunt jupuite și împărțite în două sau mai multe straturi.
Îndepărtarea părului se poate face și pentru a recupera părul. În special, așa-numita metodă „lactație” este utilizată pentru pielea de oaie. Cojile îmbibate sunt presărate pe carnea cu o pastă care conține substanțe chimice depilatoare (var și sulf), care se lasă să acționeze câteva ore. Substanțele chimice pătrund în piele până ajung în folicul și atacă rădăcina părului care se desprinde foarte ușor. Această metodă este utilizată în general pentru pielea de oaie pentru a recupera lână a cărei valoare comercială este considerabilă.
Distrugerea punții disulfură -SS- poate fi realizată și cu oxidanți în loc de agenți reducători. În acest scop, se utilizează peroxid de hidrogen , perborat , percarbonat , persulfat de sodiu etc. Cu toate acestea, epilarea oxidativă este mai puțin controlabilă decât cea cu sulfură și, în orice caz, necesită o etapă ulterioară de calcinare. Din aceste motive și din alte dificultăți tehnice, epilarea oxidativă este rareori folosită.
În cele din urmă, îndepărtarea părului poate fi realizată și cu metode enzimatice. Enzimele utilizate sunt de tip proteolitic și atacă preferențial preceratinele și proteinele foliculului pilos, astfel încât părul să se desprindă cu ușurință. Cu toate acestea, deoarece acestea sunt enzime proteolitice, colagenul pielii este, de asemenea, atacat și, prin urmare, poate fi ușor deteriorat. Tot în acest caz, ca și pentru îndepărtarea oxidativă a părului, după îndepărtarea părului este necesar un tratament de calcinare. În realitate, prin urmare, epilarea enzimatică, care ar avea multe avantaje din punct de vedere al mediului, se aplică puțin sau nimic.
Delimitarea
Pielea depilată și calcinată este, după cum sa menționat deja, umflată, turgentă și puternic alcalină și în această stare nu a putut fi supusă operațiilor chimice ulterioare. Delimitarea este utilizată pentru a reduce pH-ul alcalin la valori de aproximativ 8-9, pentru a elimina umflarea și turgescența, pentru a elimina varul și sulfurile. Se efectuează cu agenți de delimitare, adică substanțe chimice ușor acide. Pentru pielile bovine se folosește sulfat de amoniu, dar pot fi utilizate și alte produse precum acizi organici slabi ( acid lactic , acid glicolic etc.), acid boric , acid sulfoftalic , bisulfit de sodiu și altele.
Delimitarea poate fi efectuată și prin introducerea de dioxid de carbon gazos în tambur. Cu toate acestea, difuzia în interiorul pielii este destul de lentă, [4] deci în cazul pieilor grele, care au o grosime ridicată, este necesară și utilizarea unor agenți chimici normali de delimitare. PH - ul mustului de baie decalcificare , în orice caz să fie redus la cel puțin 8 , deoarece la un pH mai mare insolubil CaCO3 ar fi format , care ar da naștere la diferite tipuri de defecte pe piele finită. La pH 8 sau mai mic, CaCO3 este transformata in Ca (HCO 3), bicarbonat de calciu , solubil în apă, evitându -se astfel dezavantajele descrise. Utilizarea CO 2 , desigur, necesită utilizarea de instrumente și echipamente pentru depozitarea și distribuția gazului la tobe.
Macerare
Macerarea este o operație enzimatică care are ca scop completarea delimitării, eliminarea reziduurilor altor substanțe interfibrilare nefolositoare, slăbirea structurii fibroase pentru a favoriza expulzarea pigmenților pielii ( melanine ) și a rădăcinilor părului rămase încorporate și produce o piele din ce în ce mai moale.
În trecut se efectua cu băi de balegă de câine sau de pasăre , bogate în enzime pancreatice , apoi cu enzime pancreatice extrase din organele animale, astăzi cu enzime pancreatice obținute din bacterii modificate genetic .
Macerarea poate fi controlată de cantitatea și activitatea produsului enzimatic, de temperatura băii, de durata și, de asemenea, nu poate fi efectuată. De exemplu, dacă intenționați să produceți o piele destul de rigidă și nu foarte flexibilă, macerarea nu poate fi efectuată sau efectuată într-un mod foarte blând.
Degresant
Degresarea servește la eliminarea sau cel puțin reducerea grăsimii naturale a pielii, care ar putea cauza dificultăți în absorbția și fixarea produselor chimice și diferite tipuri de defecte pe pielea finită.
Unele tipuri de piei conțin cantități semnificative de grăsime. Pielea de oaie din Australia sau Noua Zeelandă poate conține până la 30% sau 50% [3] [2] din greutate. Alte tipuri, cum ar fi piei de capră sau de capră, deseori și piei de vițel și bovine, conțin cantități modeste. Mai mult, grăsimea naturală nu este distribuită uniform în piele și, prin urmare, neuniformitatea distribuției ar determina neuniformitatea distribuției și fixării, de asemenea, a reactivilor chimici, în special a agenților de bronzare și a coloranților. Piei de porc , spre deosebire de ceea ce s-ar părea, nu au un conținut foarte ridicat de grăsimi, deoarece cea mai mare parte a grăsimii naturale se află în țesutul subcutanat și, prin urmare, este eliminată mecanic prin curățare. Conținutul real de piele de porc după spălare este de 5-8% [2] .
O parte din grăsimea naturală a fost deja eliminată la calciu și macerare, dar de multe ori cantitatea rămasă este încă prea mare. Prin urmare, degresarea servește la eliminarea excesului de grăsime și la distribuirea mai uniformă a grăsimilor reziduale.
Se efectuează cu utilizarea agenților tensioactivi ionici sau neionici, dar uneori, în cazul piei foarte uleioase, chiar și cu solvenți emulsionați (această tehnologie este însă abandonată progresiv din motive ecologice evidente).
Bronzare
Cu toate acestea, după operațiunile de pe riviera, pielea este încă putrescibilă și, prin urmare, trebuie supusă bronzării. Bronzarea este operația chimică care transformă pielea putrezibilă într-un material rezistent la putregai, adică piele . După delimitare și macerare, pielea este gata să reacționeze cu agenții de bronzare.
După cum sa menționat deja, există numeroase tipuri de bronzare. Vom descrie într-un mod oarecum mai detaliat cele două tipuri de bronzare cele mai frecvente, adică bronzarea cromată și bronzarea vegetală, în timp ce vom oferi doar o scurtă schiță a celorlalte tipuri de bronzare (aluminiu, zirconiu, aldehide, ulei etc.) )
Bronzarea Chrome
Este de departe cel mai comun tip de bronzare. Se estimează că aproximativ 80-90% din toate pieile produse în lume sunt bronzate cu crom. Bronzarea Chrome este relativ simplă de realizat, este ieftină, suficient de rapidă și suficient de flexibilă. În practică, cu bronzarea cromată este posibil să se producă piele potrivită pentru orice scop (cu excepția pielii pentru tălpile de pantofi ).
Bronzarea cromului se bazează pe capacitatea cromului trivalent (Cr 3+ ) de a forma complexe cu grupările carboxil de colagen (care alcătuiesc fibrele pielii). Această capacitate este limitată la cromul trivalent și, prin urmare, forma hexavalentă (Cr 6+ ) ca și în cromate și dicromate , nu are niciun interes din punct de vedere al bronzării. La începutul utilizării bronzării cu crom (sfârșitul secolului al XIX-lea - începutul secolului al XX-lea), cromatele și dicromatele au fost utilizate pentru a produce săruri de crom trivalente în tăbăcire prin reducere cu melasă sau alți agenți reducători. Ma ormai da tempo i sali di cromo trivalenti sono divenuti disponibili sul mercato a costi minori e quindi in conceria vengono utilizzati esclusivamente sali o composti del cromo trivalente.
Prima di far reagire il conciante al cromo, tuttavia, la pelle viene sottoposta al piclaggio , che consiste nel trattare la pelle con una soluzione di sale comune e acido (di solito acido solforico e acido formico ) oppure uno dei due singolarmente utilizzati a seconda del risultato finale che si intende ottenere. Ciò per facilitare la penetrazione del conciante all'interno della pelle. La pelle calcinata e decalcinata, infatti, ha un punto isoelettrico di circa 4 e quindi al pH neutro (dopo la decalcinazione, macerazione, sgrassaggio la pelle ha pH circa 7) il collagene ha carica nettamente negativa. In tali condizione il cromo trivalente, carico positivamente, avrebbe forte tendenza a reagire favorito dall' attrazione elettrostatica e si fisserebbe rapidamente solo negli strati più esterni della pelle lasciando non conciati gli strati più interni. Inoltre a pH superiore a 4-4,5 il Cr 3+ forma idrossido insolubile e non potrebbe più fungere da conciante, È necessario, quindi, ridurre il pH del bagno per evitare la precipitazione dell' idrossido di cromo e per portare la pelle al di sotto del suo punto isoelettrico. La pelle in tali condizioni assume carica prevalentemente positiva e il Cr 3+ non ha più capacità reattiva nei suoi confronti. Il cromo quindi può facilmente diffondere negli strati più interni della pelle (la diffusione è fortemente accelerata dai movimenti nel bottale).
Quando sia stata raggiunta la completa penetrazione della pelle, però, è necessario ripristinare la reattività pelle-cromo e ciò viene ottenuto con la basificazione che consiste nell'innalzare lentamente il pH del bagno fino a valori intorno a 4. In tal modo la pelle riacquista una carica lievemente negativa e il legame coordinato pelle-cromo può stabilirsi producendo la concia. L'aumento di pH inoltre favorisce l' olazione del cromo, cioè la formazione di legami tra atomi di cromo che portano alla formazione di catene di atomi di cromo di varia lunghezza, con conseguente aumento delle possibilità di legame intra e inter-molecolari con i gruppi carbossilici del collagene. Il pH non deve comunque essere troppo alto per evitare la precipitazione del cromo (lo ione OH - è un complessante più forte del collagene e staccherebbe il cromo dal complesso con la pelle per formare l'idrossido).
Per il piclaggio, come già detto, si usa una soluzione di sale a 7 bè circa (80-100 g/l) tale da impedire il gonfiamento acido del collagene che lo danneggerebbe) e di acido, più frequentemente una miscela di acido solforico e di acido formico, aggiunto lentamente, fino a raggiungere un valore pH tra 2 e 3 stabile. Per la basificazione si usano alcali blandi come bicarbonato di sodio , acetato e formiato di sodio , solfito di sodio , ecc. Il pH finale è molto vicino a 4.
La durata della concia al cromo è di 3-6 ore per pelli piccole e sottili fino a un massimo di 20-24 ore per pelli bovine pesanti. La quantità di conciate è tra 5 e 8% (su peso pelle calcinata e scarnata) di cromo espresso come Cr2O 3 , fornito più frequentemente sotto forma di solfato basico di cromo (CrOH(SO 4 )).
Al termine della concia la pelle conciata si presenta di colore verde-azzurro, con tonalità diverse a seconda dei prodotti utilizzati nel piclaggio e nella basificazione. In tale stato, infatti, il cuoio conciato viene chiamato "wet-blue" con riferimento al fatto che è bagnato e ha un colore nel campo dell'azzurro. Il wet-blue, essendo ormai stabile nel tempo, può anche essere commercializzato. Molti Paesi produttori di pelli, infatti, non disponendo della capacità tecnologica per produrre cuoio finito, preferiscono esportare wet-blue piuttosto che pelli grezze per usufruire di un maggior valore aggiunto. L'Italia, Paese importatore di grezzo, importa una crescente quantità di pelli allo stato wet-blue, il che, se da un lato rappresenta un vantaggio dal punto di vista ambientale (le fasi di riviera sono quelle che producono maggior inquinamento), dall'altro rappresenta uno svantaggio dal punto di vista della tecnologia conciaria, perché il conciatore si trova a dover lavorare un prodotto di cui non conosce la storia e spesso in partite disomogenee perché provenienti da piccole concerie diverse.
Concia al vegetale
La concia al vegetale o con tannini vegetali è la concia più antica. Fino alla fine del XIX secolo quasi tutti i cuoi erano conciati al vegetale.
I tannini vegetali sono sostanze complesse, a carattere fenolico , contenute in tutti i vegetali. Naturalmente alcuni vegetali ne contengono quantità maggiori, altri minori. I tannini prendono il nome dalla pianta da cui provengono e si parlerà quindi di tannini di castagno , di sommacco , di quebracho , di mimosa , di quercia , ecc. Danno tutti al cuoio conciato un colore nelle tonalità del marrone , più o meno intenso ma con fiamma diversa a seconda della pianta di provenienza.
Il meccanismo secondo cui si legano al collagene per dare la concia è completamente diverso da quello del cromo. In questo caso si tratta di un legame idrogeno che si stabilisce tra i gruppi fenolici del tannino ei gruppi peptidici del collagene. Anche altri gruppi delle catene laterali della molecola di collagene intervengono nel legame. Perché si abbia capacità di legame è necessario che il gruppo fenolico del tannino sia elettricamente scarico e quindi con un pH non acido.
Se invece si partisse da un bagno a pH acido si avrebbe una rapida fissazione soltanto negli strati esterni della pelle lasciando non conciati gli strati interni. Anche in questo caso, quindi, è necessario disattivare le reattività del conciante per consentire una più rapida penetrazione all'interno della pelle. Una volta che il tannino sia penetrato, bisogna poi favorire la reazione di concia.
Sostanzialmente si tratta dello stesso meccanismo descritto per la concia al cromo soltanto che, in questo caso, essendo il chimismo diverso, le variazioni del pH per favorire penetrazione e fissazione sono di segno opposto. La penetrazione del tannino, infatti, viene favorita utilizzando un pH non troppo acido (tra 5 e 6). In tali condizioni i gruppi fenolici dei tannini sono prevalentemente dissociati e non in grado, quindi, di formare legami idrogeno. Dopo che la penetrazione sia stata ottenuta, viene ripristinata la capacità di legame abbassando il pH con acidi in modo che i gruppi fenolici dei tannini ritornino indissociati e quindi in grado di formare legami idrogeno.
Le quantità di tannini utilizzati sono notevolmente superiori a quelle indicate per la concia al cromo, variando dal 15-20% per pelli piccole destinate a fodera o piccola pelletteria , al 40-50% per cuoi suola pesante.
Anche la durata della concia è notevolmente superiore e varia a seconda del metodo adottato:
- Nella concia lenta in vasca le pelli vengono immerse in vasche contenenti soluzioni di tannini a concentrazioni progressivamente crescenti. Di solito viene usata la tecnica detta "in controcorrente" perché le pelli vengono spostate da una vasca meno concentrata a una vasca più concentrata mentre il bagno segue il percorso inverso. La concia in vasca dura circa 30 giorni e serve a produrre cuoio da suola, molto pieno e poco flessibile.
- Nella concia rapida in botte si usa il bottale ea causa del movimento di rotazione si ottiene un cuoio più flessibile adatto per suola di scarpe da donna o per pelletteria. La concia in botte dura comunque 36-48 ore, ben più della concia al cromo.
Altri tipi di concia
La concia si può ottenere anche con altri concianti.
Nell'ambito delle conce minerali, oltre alla già descritta concia al cromo, esistono la concia all' alluminio , allo zirconio , al titanio . Queste conce agiscono con un chimismo analogo alla concia al cromo (necessità del piclaggio per ottenere la penetrazione e della basificazione per ottenere la fissazione) ma le caratteristiche del cuoio ottenuto sono alquanto diverse. Danno un cuoio bianco, più utile per tinture in toni molto chiari o pastello. Hanno una reattività nei confronti dei coloranti molto alta che talvolta deve essere attenuata con mezzi chimici per ottenere una tintura uniforme e penetrata. La stabilità idrotermica è inferiore perché mentre il cuoio conciato al cromo resiste benissimo anche all'acqua bollente, con queste conce il cuoio si contrae (si denatura ) a temperature molto più basse, intorno a 75-85 °C, il che li rende non adatti per la realizzazione di alcuni manufatti. Sono in genere meno soffici e morbidi di quelli al cromo per cui richiedono trattamenti post-concia di ingrasso particolari.
Esiste anche una concia minerale al ferro ma è molto poco usata perché dà un cuoio molto scuro, con caratteristiche di flessibilità e morbidezza più simili al cuoio al vegetale.
Esistono poi molte conce definite come conce organiche che utilizzano come agenti concianti sostanze organiche prevalentemente di sintesi :
- La concia alle aldeidi utilizza aldeidi semplici o complesse. La più usata è l'aldeide glutarica, una dialdeide alifatica a corta catena. Altre aldeidi sono il gliossale , l' amidodialdeide , ecc.
- La concia ai tannini sintetici, con prodotti sintetici che simulano il comportamento dei tannini naturali.
- La concia con solfocloruri, prodotti di sintesi che si legano con legami molto stabili ai gruppi amminici del collagene liberando acido cloridrico che deve essere neutralizzato con alcali (di solito carbonato di sodio ).
- La concia alle resine, con polimeri sintetici. Alcuni hanno capacità conciante nel senso che stabiliscono un legame tra le fibre della pelle ( cross-linking ), altre hanno invece soltanto una capacità riempiente nel senso che si depositano negli spazi interfibrillari ma senza stabilire un vero e proprio legame chimico.
- La concia all'olio, effettuata con olio di pesce che viene ossidato dopo assorbimento. Il chimismo è molto complesso e per alcuni aspetti è simile a quello della concia alle aldeidi (legame con i gruppi amminici liberi). Dà un cuoio giallo, molto morbido e flessibile, molto stabile all'acqua, ai solventi, ai tensioattivi, agli alcali, al sudore umano. È chiamato anche chamois . Viene utilizzato per la pulizia (le pelli gialle per la pulizia delle auto, erroneamente dette "pelli di daino"), per fodere e per guarnizioni di presidi ortopedici a contatto diretto e prolungato con la pelle umana.
Le conce che non utilizzano cromo sono anche dette chrome-free mentre le conce senza impiego di composti di metallo sono dette metal-free .
Trattamenti post-concia
La pelle conciata non è ancora utilizzabile per produrre articoli. Si tratta di un materiale bagnato che anche se venisse asciugato darebbe luogo a un prodotto piuttosto rigido, cartonoso , poco flessibile e del colore tipico della concia con cui è stato ottenuto. Per trasformarsi in un prodotto commerciabile, utile per produrre manufatti, deve essere sottoposto a ulteriori trattamenti chimici e meccanici.
Nel caso di pelli conciate al cromo, che rappresentano la maggior parte dei cuoi prodotti nel mondo, lo schema delle operazioni post concia può essere così rappresentato:
- messa a vento
- rasatura
- (spaccatura)
- riconcia
- tintura
- ingrasso
- messa a vento
- asciugaggio
- rifinizione
Messa a vento
La messa a vento è un'operazione meccanica con la quale viene eliminata la maggior parte dell'acqua che imbeve la pelle conciata. Il contenuto di acqua viene ridotto in modo da rendere possibili le successive operazioni di rasatura e, eventualmente, di spaccatura.
Si tratta in pratica di una pressatura della pelle che viene effettuata schiacciando la pelle tra due cilindri di cui quello superiore ricoperto di feltro .
Rasatura
Operazione meccanica effettuata con macchina a cilindri di cui quello superiore dotato di coltelli elicoidali. Con la rasatura si egualizza lo spessore in tutta la superficie e si eliminano residui di carniccio non eliminati con la scarnatura.
Si produce un residuo solido, la rasatura, che può essere utilizzato per produrre rigenerato di fibre di cuoio , o come filler in materiali sintetici.
Spaccatura
Questa operazione, come già detto, può essere effettuata in calce, cioè dopo il calcinaio o, come indicato, in blue, cioè dopo la concia al cromo. La scelta sullo stato in cui effettuare la spaccatura delle pelli più spesse dipende dal prodotto che si intende ottenere (per es., la spaccatura in calce produce pelli più morbide e soffici) o dalla organizzazione aziendale. La spaccatura viene necessariamente effettuata in blue nel caso in cui le pelli vengano importate allo stato wet-blue ea pieno spessore.
Riconcia, tintura e ingrasso
Si tratta di tre processi chimici che spesso, in particolare tintura e ingrasso, vengono effettuati insieme.
La riconcia è un trattamento con agenti concianti, spesso diversi da quello utilizzato per la concia principale, che serve a modificare nel senso desiderato le caratteristiche impartite dalla concia principale. Per es. se si desidera produrre un cuoio meno flessibile di un cuoio al puro cromo, si effettua una riconcia con tannini vegetali che hanno appunto la caratteristica di produrre un cuoio poco flessibile. Viceversa, se si desidera produrre un cuoio più flessibile e morbido da un cuoio al puro vegetale, si effettua una riconcia al cromo.
Spesso i concianti all'alluminio, zirconio o titanio vengono utilizzati come riconcianti per ottenere un cuoio più reattivo nei confronti dei coloranti e quindi colori più intensi e brillanti. Viceversa i tannini vegetali e sintetici vengono utilizzati come riconcianti per ottenere una tintura più uniforme e/o più penetrata.
Ovviamente dal punto di vista strettamente tecnico la riconcia non è un'operazione indispensabile e, se non si desidera apportare modifiche, può anche non essere effettuata.
La tintura è l'operazione con cui si conferisce al cuoio il colore voluto. Viene effettuata in bottale, a temperatura di 50-60 °C (nel caso di pelli al cromo) con coloranti , nel caso più frequente anionici ma anche metallorganici, sostantivi, cationici, ecc.
La penetrazione in sezione può essere regolata con mezzi chimici (penetrazione a pH vicino alla neutralità, fissazione a pH acido, riconcianti diversi, ecc) e chimico-fisici (temperatura, durata, velocità di rotazione del bottale). Poiché la tintura non viene quasi mai effettuata con coloranti unitari ma quasi sempre con miscele di coloranti per ottenere un particolare colore o una specifica nuance , è opportuno che i coloranti che compongono la miscela vengano scelti con particolare cura in modo che abbiano quanto più è possibile simili caratteristiche chimiche (reattività, potere di penetrazione, comportamento al pH, ecc.) e chimico-fisiche (resistenza alla luce, solubilità nei solventi, ecc).
L'ingrasso è un'operazione che serve a introdurre tra le fibre della pelle un lubrificante che tenga separate le fibre stesse e consenta a esse di scorrere le une sulle altre. In tal modo il cuoio può assumere la flessibilità, la morbidezza e le altre caratteristiche merceologiche che dal cuoio o pelle ci si aspetta.
L'ingrasso è un'operazione indispensabile perché, se non venisse effettuata, eliminando l'acqua con l'asciugaggio le fibre del cuoio si avvicinerebbero stabilendo legami interfibrillari (deboli, ma comunque legami) per cui il cuoio dopo asciugaggio sarebbe comunque un materiale poco pieghevole, poco estensibile, poco morbido, piuttosto rigido e cartonoso.
Per l'ingrasso si usano oli o grassi di origine animale, vegetale o minerali (derivati dal petrolio ). Naturalmente gli oli o grassi tal quali, per poter essere utilizzabili come ingrassanti per cuoio, vengono modificati chimicamente, o addizionati con emulsionanti , per renderli compatibili con l'acqua e soprattutto per conferire loro una parziale capacità di legame con il cuoio senza la quale verrebbero in breve tempo espulsi dal cuoio che quindi ritornerebbe un materiale non utilizzabile. Sulle molecole degli oli o grassi vengono quindi introdotti gruppi idrofili anionici ( solfonati , solfitati , solfato ), cationici ( ammonio quaternario ) o non ionici.
Nel caso più frequente di ingrasso con prodotti anionici, il chimismo dell'ingrasso è del tutto simile a quello della tintura per cui, molto spesso, tintura e ingrasso vengono effettuati contemporaneamente. Dopo l'ingrasso le pelli vengono lasciate riposare 24-48 ore per lasciar completare la fissazione di coloranti e ingrassanti, poi lavate con acqua raddolcita e infine messe a vento.
Messa a vento e asciugaggio

Con riconcia, tintura e ingrasso terminano le operazioni cosiddette "a umido" cioè con l'impiego di acqua. Le pelli possono ora essere asciugate.
Dopo la messa a vento, cioè la spremitura per eliminare meccanicamente l'eccesso di acqua, l'asciugaggio può essere effettuato con vari metodi:
- per semplice sospensione all'aria
- per sospensione e passaggio in un tunnel in cui circola aria calda a temperatura e umidità controllate
- per "inchiodaggio" cioè fissazione mediante apposite pinze su un telaio di acciaio forato e immissione in un tunnel con circolazione di aria calda
- per "pasting", cioè incollaggio della pelle con il fiore aderente a una lastra di acciaio o vetro e immissione nel tunnel ad aria calda
- per "sottovuoto", in cui la pelle viene fatta aderire su una piastra di acciaio sotto la quale circola vapore o acqua calda e sulla quale viene calato un coperchio all'interno del quale viene poi creata una depressione che facilita l' evaporazione dell'acqua e aspira il vapore
- con microonde , che producono riscaldamento nell'intero spessore della pelle.
Tutti i sistemi mirano a ottenere un asciugaggio più rapido e uniforme e in tempi costanti rispetto all'asciugaggio per sospensione all'aria che dipende dalle condizioni atmosferiche ( temperatura , umidità , ventilazione ). La scelta del sistema di asciugaggio dipende non solo da fattori economici e di organizzazione aziendale ma anche sulla base del tipo di cuoio e della destinazione d'uso.
Rifinizione
La rifinizione è la fase finale e più complessa della lavorazione conciaria e comprende tutte le operazioni effettuate sulla pelle asciutta per modificarne la superficie dal punto di vista estetico, funzionale o di entrambi.
La rifinizione è meccanica e chimica.
La rifinizione meccanica può essere effettuata per lucidatura della superficie con una ruota di velluto , oppure stiratura e placcatura per ottenere una superficie piatta e liscia, per pressatura con piastre a rilievo allo scopo di avere l'impressione a rilievo di un disegno ( stampa ad incisione ), per bottalatura, cioè rotazione veloce a secco in bottale allo scopo di avere una superficie "mossa" e un fiore molto più evidente, la palissonatura per ammorbidire le pelli. L'inchiodatura per distenderle, la smerigliatura che può essere effettuata, per diversi scopi, dal lato carne o dal lato fiore.
La rifinizione chimica consiste nel ricoprire la superficie della pelle con un film più o meno spesso di materiale sintetico ( resine acriliche , butadieniche , poliuretaniche ) o naturale ( caseine , albumine , filmogeni proteici, a base di cellulosa modificata) all'interno del quale possono essere contenuti pigmenti, coloranti, opacizzanti, lucidanti, ausiliari vari. Il film può essere fatto formare sulla superficie della pelle a partire da monomeri o oligomeri di diversa natura oppure può essere preformato e fatto aderire alla superficie della pelle con l'ausilio di adesivi.
Nel primo caso la miscela di legante filmogeno e ausiliari viene depositata sulla superficie della pelle a spruzzo, con rulli ( roll-coater ), con la velatrice (produzione di "verniciato").
Nel secondo caso, il film è più frequentemente di natura poliuretanica, di solito prodotto da aziende terze, con disegni di fantasia, con spessori diversi, su supporti diversi dal quale viene trasferito sulla pelle. Per tale motivo questo tipo di rifinizione viene spesso indicato genericamente come "rifinizione transfer".
Con la rifinizione mista vengono utilizzate sia la rifinizione chimica che quella meccanica, prima l'una e poi l'altra o viceversa.
A seconda di come si presenta la superficie, il cuoio si definisce:
- nubuck o nabuck se viene smerigliata dal lato fiore e non rifinita.
- pura anilina , se il fiore è completamente libero e soltanto lucidato alla ruota di velluto.
- anilina se il fiore ha soltanto da un sottilissimo film trasparente, colorato a base di aniline o incolore, ma senza pigmenti. Le pelli pura anilina e anilina sono sinonimo di altissima qualità e valore perché solo pelli di primissima qualità e lavorate con cura possono prestarsi a questo tipo di articolo. Le pelli di questo tipo sono molto poche per cui sono anche molto costose, benché molto delicate perché praticamente prive di protezione verso gli agenti esterni.
- semianilina, se il cuoio è ricoperto da un film sottile che contiene poco pigmento in modo che il disegno naturale della grana, tipico dell'animale da cui proviene, sia ancora visibile e identificabile
- coperto, se il fiore è ricoperto da un film più o meno spesso ma contenente pigmenti. Il fiore non è più visibile e solo l'occhio esperto può identificare il tipo di animale da cui proviene.
Negli ultimi tempi sono state applicate anche in conceria tecnologie sofisticate come il laser e la stampa ink-jet . Il laser, in particolare, si è dimostrata una tecnologia molto versatile consentendo di ottenere dalla perforazione dell'intero spessore fino a incisioni dell'ordine di qualche micron . Poiché il laser può essere controllato da computer , si possono ottenere disegni ed effetti diversi e molto particolari. La stampa ink-jet, mutuata dal mondo dei computer, consente un'elevata personalizzazione della stampa ma non risulta adatta per produzioni di massa.
Oggi le rifinizioni applicate alle pelli sono il frutto di un insieme di trattamenti chimici e meccanici complessi. La combinazione dei diversi tipi di rifinizione e l'uso di tecniche diverse, variamente combinate tra loro, hanno consentito alla fantasia dei tecnici della rifinizione la produzione di cuoi diversi e con effetti particolari, inimmaginabili fino a qualche tempo fa, sapientemente utilizzati da stilisti e operatori della moda per le loro creazioni.
Misurazione
Il cuoio suola viene venduto a peso quindi l'unità di misura è il Kg . Tutti gli altri tipi di cuoio finito vengono venduti in base alla superficie e quindi l'unità di superficie è il m 2 e suoi multipli e sottomultipli. L'unità di misura internazionale tuttavia è il piede quadrato (pq o sqft in inglese) costituito da un quadrato di 30.48 cm di lato. La legislazione europea pertanto consente, se lo si desidera, di affiancare alla misura ufficiale in m 2 quella nella unità di misura in pq purché riportata con evidenza non superiore a quella della misura in m 2 .
Note
- ^ JH Sharphouse, Leather worker's handbook , Vernon Lock Ltd., Londra, 1964
- ^ a b c d JM Adzet Adzet, Quimica-Tecnica de teneria , Romanyà/Valls, Barcellona, 1985
- ^ a b V. Caniglia, S. Maffè, Chimica e tecnologia nella fabbricazione del cuoio , Levrotto & Bella, Torino, 2001
- ^ M. Tomaselli, B. Naviglio, A. Russo, Sulla decalcinazione con anidride carbonica , su CPMC (Cuoio, Pelli, Materie Concianti)- 67(1)5-22(1991)
Bibliografia
- JH Sharphouse, Leather worker's handbook , Vernon Lock Ltd., Londra, 1964
- JM Adzet Adzet, Quimica-Tecnica de teneria , Romanyà/Valls, Barcellona, 1985
- V. Caniglia, S. Maffè, Chimica e tecnologia nella fabbricazione del cuoio , Levrotto & Bella, Torino, 2001
- G. Martignone, Conceria pratica , Libreria Editrice Universitaria Levrotto & Bella, Torino, 1984
- Raccolta di CPMC (Cuoio, Pelli Materie Concianti), Rivista Ufficiale della Stazione sperimentale per l'industria delle pelli e delle materie concianti
- G. Manzo, Chimica e Tecnologia del cuoio , Media Service Edizioni, Legnano (MI), 1998
Voci correlate
- Industria conciaria
- Alluda
- Comprensorio del cuoio
- Cuoio
- Estratto di quebracho
- Stazione sperimentale per l'industria delle pelli e delle materie concianti
Altri progetti
-
 Wikimedia Commons contiene immagini o altri file su concia
Wikimedia Commons contiene immagini o altri file su concia
Collegamenti esterni
- ( EN ) Concia , su Enciclopedia Britannica , Encyclopædia Britannica, Inc.
-
 La lavorazione della pelle e del cuoio , su YouTube . URL consultato il 05-09-2013 .
La lavorazione della pelle e del cuoio , su YouTube . URL consultato il 05-09-2013 . - Concia Infografica su ItaliaPelle
| Controllo di autorità | Thesaurus BNCF 2452 · LCCN ( EN ) sh85132332 · GND ( DE ) 4113713-9 · BNF ( FR ) cb11938472c (data) |
|---|