A muri

Matrița este un echipament proiectat și utilizat în unele procese de producție industrială, cum ar fi turnare , turnare sub presiune , desen , spumare sau sinterizare : este utilizat pentru a da forma intermediară sau finală piesei sau materialului care urmează să fie prelucrat.
În funcție de tipul diferit de prelucrare, caracteristicile și tehnologia matriței se schimbă, deși într-o formă schematică se poate spune că este formată dintr-o matrice și, eventual, de un pumn.
O matriță este de obicei compusă din două sau mai multe jumătăți de coajă, care delimitează o zonă de spațiu cu forma piesei de obținut. Matrițele de producție sunt fabricate de obicei din oțel călit (un proces termic pentru îmbunătățirea caracteristicilor sale) sau călite, dar pentru anumite procese se folosesc și matrițe din aluminiu sau lemn . Matrițele din materiale mai puțin rezistente, precum tencuiala , siliconul sau rășina sunt utilizate pentru producerea de serii mici pentru prototipare rapidă . Durata de viață utilă a unei matrițe poate varia de la câteva piese, sau chiar doar una, la sute de mii de piese.
Matrițele medii și mari sunt adesea construite prin frezare , în timp ce pentru exemplarele deosebit de mici, cu finisaje complexe sau pentru o precizie foarte mare, în ordinea a câteva sutimi de milimetru, se utilizează procese de înaltă tehnologie, cum ar fi electroeroziunea sau foto-gravarea .
Matrița trebuie, în general, să fie proiectată fără cavități care să limiteze extracția piesei: în special, trebuie evitate tăieturile , adică unghiuri mai mici de 90 °, care fac de fapt elementul turnat indivizibil de matriță.
La proiectarea unei matrițe, trebuie acordată o atenție deosebită unghiurilor de tiraj : deoarece crearea pereților perfect aliniați cu mișcarea de extracție ar putea cauza probleme la îndepărtarea pieselor finite, pereții nu trebuie să fie niciodată proiectați vertical, ci trebuie să aibă o ușoară înclinare (1 sau 2 grade) spre exterior. Pentru a ilustra, un cilindru ar trebui transformat într-un con trunchiat pentru a fi extras fără probleme.
Matrițele, în special cele pentru materiale plastice, pot fi încălzite sau nu: matrițele încălzite sunt mai scumpe, dar permit un flux mai bun al materialului lichid în cavități, datorită vâscozității reduse. Dacă este necesar, pot fi răcite și în cazul în care este necesară extragerea rapidă a pieselor sau nu este posibil să existe un lanț de producție carusel care utilizează diferite elemente pentru a face producția continuă fără a forța timpii. Răcirea prea rapidă a matriței sau încălzirea insuficientă pot duce la piese cu piese lipsă sau la ruperea procesării materialelor plastice. Mai mult, odată cu răcirea, trebuie prevăzută o contracție a materialului, care poate duce la ruperea piesei.
Pe lângă faptul că are canale de injecție sau canale de injecție (unde materialul intră în matriță), matrița trebuie să aibă arcuri (care aduc materialul în cavitate) și guri de aerisire pentru a permite evacuarea aerului.
Pentru matrițele deosebit de complexe, pot fi utilizate elemente mobile numite știfturi , care se retrag automat atunci când cochiliile sunt deschise, permițând crearea de cavități care altfel ar fi imposibile.
Matrițele sunt obiecte scumpe care necesită o planificare și întreținere atentă și chiar săptămâni de muncă pentru a le construi. Acestea sunt strict legate de tipul de material pentru care vor fi utilizate, de a căror vâscozitate , temperatură și caracteristici depind multe variabile.
Metale
Foi
În ștanțarea tablelor, matrița este formată dintr-un bloc de oțel , împărțit într-o carcasă feminină și un alt tată (contra-matriță) plasat în presă , unul pe bază și cealaltă pe partea mobilă a mașinii unelte, care deformează material până la forma finală a piesei industriale se obține chiar și cu treceri ulterioare (și cu matrițe ușor diferite). Acest proces este cunoscut sub numele de desen profund . Aceasta este o operație foarte dificilă, care trebuie împărțită în numeroase etape pentru a împiedica întinderea excesivă a foilor și, prin urmare, ruperea sau prezentarea subțierii neuniforme. Pentru construcția de piese pentru piața auto, se utilizează matrițe mari, care adesea includ muchii concepute pentru perforarea pieselor care urmează a fi scoase (fanta ferestrei, de exemplu). Prelucrarea tablelor este deseori realizată în așa fel încât să le ofere o structură portantă, cu nervuri și falduri curbate care dau soliditate piesei. Astăzi este posibil să se obțină procese de fabricație complet automatizate.
Turnări
Matrițele de turnare sunt foarte simple, necesitând doar o rezistență ridicată la temperaturi, un canal pentru intrarea materialului și unul pentru evacuarea aerului. Sunt folosite pentru producerea de piese de fier, pentru producerea de lingouri și elemente brute pentru prelucrarea ulterioară.
Turnări sub presiune
Pentru prelucrarea metalelor neferoase și a elementelor cu geometrie completă, se pot crea matrițe capabile să reziste la presiuni ridicate. Procesul se numește turnare sub presiune sau, mai bine, turnare sub presiune. Metalul lichid este injectat în matriță și datorită presiunii (până la 100 MPa ) umple toate cavitățile, rezultând obținerea unei structuri mai compacte și uniforme decât cele de turnare. În general sunt fabricate piese din aluminiu cu o masă de 0,05 până la 50 kg, dar sunt posibile și matrițe mai mari și foarte scumpe. Alte materiale au limite mai mici. Acest tip de matriță necesită o întreținere redusă și poate produce sute de bucăți pe oră. Matrițele de acest tip ajung la 150.000 de fotografii înainte de a fi reînnoite.
Materiale plastice
Pentru materialele plastice, matrițele sunt în general fabricate din oțel temperat și / sau tratat la suprafață pentru producții la scară largă, în timp ce sunt fabricate din aluminiu pentru matrițele pilot , care pot fi utilizate și pentru producții mici, în general de câteva zeci de mii de piese.
În general, în domeniul turnării plasticului, sunt turnate de la una până la câteva zeci de piese (preferate, din motive de echilibrare a cavităților) cu o singură turnare, pentru fiecare ciclu. Prin urmare, matrițele pot avea mai multe cavități .
Cele mai simple matrițe pentru piese din plastic sunt compuse din două jumătăți de coajă, una numită parte fixă și cealaltă parte mobilă , de obicei răcită cu apă și cu mișcările mecanice de extracție plasate în general în partea mobilă.
Piesa fixă
Piesa fixă este compusă din diferite plăci, cu funcții variind de la izolație (în general prima placă de pe partea mașinii), până la fixare, până la susținerea dopului care conține jumătatea formei - în general femela - a piesei. Partea fixă conține canalul de intrare a fluidului plastifiat. Dacă matrița este de tipul „alergător rece”, aceasta va conține conducta pentru canal. Dacă, pe de altă parte, este de tip "cameră fierbinte", atunci va conține camera fierbinte , adică un ansamblu de plăci care conțin canalele menținute fierbinți pentru a evita solidificarea materialului în canalul de injecție.
Partea în mișcare
Piesa mobilă este în general mai complexă, deoarece conține mecanismele necesare pentru extragerea piesei. Jumătatea matriței în cauză conține o placă de fixare (partea mașinii), echipată cu orificii de trecere pentru alunecarea coloanelor care mișcă masa sau placa mobilă pe care sunt fixate extractorii - în general coloane cilindrice care împing piesa din mor de mijloc. Extractoarele alunecă prin găuri care trec prin ultima placă, în care este încorporată forma semi-în general - masculul - a piesei.
Materiale pentru matrițe pentru materiale plastice

Materialele utilizate pentru turnarea materialelor plastice trebuie să aibă proprietăți mecanice, astfel încât să le facă rezistente și rezistente la forțele mari de închidere ale presei, precum și suficient de rezistente la uzură datorită fluxului de material plastic (uneori armat cu fibre, care crește rezistența, dar și capacitatea de uzură), coroziunea datorată agentului de răcire (adesea apă ) și a agenților chimici corozivi ( compuși ai clorului etc.) prezenți în fluxul de plastic la temperatură (100-350 ° C ) și, în cele din urmă, la funcționarea în temperatura (20-150 ° C) și cu variații și gradiente de temperatură regulate. În același timp, este necesar ca aceste materiale să fie ușor de prelucrat prin frezare și / sau instrumente de electroeroziune, precum și prin lustruire și tratabile la suprafață. [1]
Turnarea pentru producția în masă (peste 100.000 de bucăți pe an ) folosește aproape exclusiv oțelurile , familiile de oțeluri de întărire a carcasei (care acoperă 80% din piața oțelurilor de matriță [1] ), oțeluri din nitrurare , oțeluri de călire , oțeluri pentru scule ( Oțeluri AISI A6, H13, H23, O1, S1, S7, AISI P2, P20), oțeluri de mare viteză , oțeluri inoxidabile (AISI 420) etc. [1]
Cele mai frecvente tratamente la care sunt supuse oțelurile utilizate pentru turnarea materialelor plastice, în special pentru plăcile sau ancorele care conțin cavitatea, sunt recuperarea , cimentarea , cromul , distensia , întărirea secundară , nitrurarea , borodizarea , nichelul , normalizarea și uzura - acoperiri rezistente. [2] Acoperirile se aplică în general cu tehnologii CVD ( Depunere chimică prin vapori ) sau PVD ( Depunere fizică prin vapori ). Alte tratamente speciale sunt întărirea cu laser sau cu fascicul de electroni.
Oțelurile sunt simple și ieftine de lucrat dacă au solicitări de curgere între 600 și 800 MPa , deși pot fi prelucrate cu costuri și complicații mai mari de până la 1500 MPa, mai ales dacă sunt adăugate cu sulf , deși acest lucru duce la polisabilitate, sudabilitate și posibilități de EDM de calitate. [1]

Pentru a facilita schimbul și evacuarea căldurii din matriță, pentru a răci rapid produsul din plastic și a conține temperaturile, gradientul și variațiile termice ale matriței sau ale unor zone ale acesteia, este obișnuit să se utilizeze inserții de cupru - beriliu ( Aliaje CuBe), recunoscute din oțel prin culoarea roșiatică dată de cupru. Aceste aliaje au un coeficient de schimb de căldură mult mai mare decât oțelul, dar sunt mai supuse uzurii.
Pentru producțiile mici sau pentru matrițele pilot , utilizarea aliajelor de aluminiu este foarte obișnuită, ceea ce este avantajos pentru cea mai bună și cea mai economică prelucrare, precum și pentru un coeficient de schimb de căldură de aproximativ 4 ori mai mare decât cel al oțelului.
Alte aliaje utilizate în domeniul turnării materialelor plastice sunt aliajele de zinc și aliajele de bismut - staniu (aliaje BiSN), din nou în scopuri de prototipare sau turnare pilot. [1]
Matrite pentru alergare rece

Injecția turnarea materialelor plastice se naște cu așa-numita tehnologie canal rece, ceea ce necesită un sprue sau un canal în matriță care distribuie și injecteaza în cavitățile aceeași, să se răcească , apoi și extras împreună cu produsul, înainte de a începând.un nou ciclu. Acest instrument este necesar pentru a preveni lichidul plastic conținut în canalul matriței să se răcească între un ciclu și altul și să împiedice injectarea unei piese noi.
Matrite pentru alergare la cald
Canalul fierbinte este o porțiune a părții staționare care este adesea cumpărată de la producătorii de matrițe și introdusă în matriță. Permite fluidului plastifiat să ajungă la punctele de injecție direct în piesă și / sau ramură să se injecteze direct în diferitele cavități ale matriței, permițând imprimarea fără sprue .
Partea activă a camerei fierbinți este formată din sistemele de rezistență electrică care încălzesc canalele numite „alergători fierbinți” care transportă materialul plastifiat. Aceste rezistențe sunt controlate extern, prin intermediul termocuplurilor , de o unitate de control care vă permite să setați temperatura diferitelor seturi de rezistențe și să controlați curentul pentru a menține integritatea rezistențelor în timpul încălzirii.
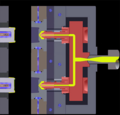
Secțiunea unei camere fierbinți

Rezistența la încălzirea duzei de injecție

Duze de injecție

Rezistor de încălzire a duzei de injecție, izolat de un cilindru MgO (oxid de magneziu)




Extracţie
Extracția se obține, în general, prin singura mișcare a mesei de extracție, la care sunt conectați extractorii care acționează direct asupra piesei. Masa este deplasată de una sau mai multe coloane dedicate extracției, mișcată de presa de turnare asincron de mișcările părții mobile a matriței. În mod normal, presa de turnare gestionează o singură mișcare de extracție: fiecare soluție mai complexă este responsabilitatea matriței și nu a presei.
În cazul pieselor care rămân aderente la partea fixă a matriței, pot fi implementate sisteme de extracție pe partea fixă. Cele mai frecvente sisteme se bazează pe coloane de retur care, atunci când matrița este deschisă, împinsă de arcuri, tind să iasă din partea fixă și, integral cu acestea, extractorii împing piesa din jumătatea cavității. Când matrița este închisă, coloanele de retur sunt împinse în partea fixă, comprimând arcurile și făcând extractorii să se retragă cu ele.
Soluțiile de extracție sunt răspândite, dedicate gestionării subcotărilor, care implică utilizarea mai multor tabele și a diferitelor mecanisme dedicate, de complexitate variabilă.
Mișcări transversale de extracție pentru subcotări
Pentru piesele cu tăieturi pronunțate, sunt necesare soluții care să permită mutarea părților matriței care ar împiedica extragerea piesei în prezența tăieturilor.
Există mai multe tipuri de tehnologii, printre cele mai frecvente:
- Cărucioare și obraji : porțiuni ale matriței care se deplasează lateral la deschiderea matriței, tocmai în raport cu contactul cu semicoloanele înclinate în raport cu direcția de extracție, fixate în partea fixă a matriței.
- Cilindri sau cricuri : utilizate în mod obișnuit pentru realizarea pieselor cu găuri sau concavități perpendiculare pe direcția de extracție, în general de dimensiuni mici. Aceste mufe sunt acționate hidraulic, printr-un circuit temporizat de presă în corespondență cu extracția sau electric.
- Lamele : elementele elastice sunt utilizate montate în direcția de extracție, numite lamele, care permit eliberarea părților cavității care altfel s-ar opune extracției piesei. Acest lucru este posibil datorită pretensionării acestor lamele în așa fel încât să le permită să ia o poziție de repaus non-dreaptă odată ce sunt extrase ca și cum ar fi extracte normale.
- Extragere cu extragere : filetele sunt în general scuturi care nu sunt deosebit de pronunțate, dar prezente în corespondență cu diametre închise, prin urmare dificil de gestionat fără mișcări de rotație și deșurubare. Din acest motiv, o alternativă validă este extragerea prin rupere care permite, cu o serie de mișcări liniare, să elibereze părțile exterioare ale piesei, apoi să elibereze firul, evitând deformările care ar face firul inutilizabil. Pentru acest tip de mișcare, se utilizează sisteme de eliberare cu cârlig care sunt capabile să deplaseze sisteme de extracție cu funcții diferite în momente diferite, începând de la mișcarea unică a plăcii de extracție a presei de turnare.
- Extragerea prin deșurubare : piesele cu filete pot fi extrase și prin deșurubarea (rotirea sau rotirea) a insertului matriței care conține firul. Mișcarea de deșurubare poate fi obținută în funcție de mișcarea matriței (de exemplu cu un mecanism cu cremalieră și pinion), sau independent prin intermediul unui motor electric sau hidraulic, cu curele sau lanțuri de transmisie.

Matriță cu cărucior

Partea fixă a matriței, cu coloane înclinate pentru a ghida obrajii de extracție laterali.

Două jumătăți de matriță cu coloană înclinată pentru mișcarea laterală de extracție a obrazului.

Demi-matriță conținând două mișcări transversale acționate de cărucioare




Guri de aerisire

În timpul injectării materialului plastic în cavitate care va produce forma dorită pentru piesa produsă, aerul conținut în matriță este în mod normal comprimat și evacuat prin fisuri neperceptibile pe linia de închidere a celor două jumătăți de coajă sau în zona de contact dintre extractoare și matriță. Cu toate acestea, crearea de canale de aerisire a gazului pe matriță sau utilizarea soluțiilor dedicate, cum ar fi supapele sau alte sisteme mecanice, este din ce în ce mai răspândită pentru a îmbunătăți calitatea piesei produse.
În general, orificiile de evacuare a gazelor se realizează prin realizarea unor canale de mică adâncime (ordinul unei zecimi de milimetru) care, pe suprafața uneia dintre cele două jumătăți ale matriței, se desprind de punctele cavității care sunt umplute ultima dată și care curg într-un canal cu o adâncime mai mare decât conduce spre exteriorul matriței, pentru a crea un canal de ieșire pentru aerul prezent în cavitate.
Canalele subțiri care se desprind de cavitate au o grosime cuprinsă între 0,02 și 0,05 mm , astfel încât să nu permită fluidului plastificat să curgă în interiorul acestora sau să creeze bavuri sau defecte vizibile ale suprafeței. Canalele în care sunt transportate orificiile de evacuare a gazului sunt în loc de adâncime și secțiune mai mari, deoarece nu riscă să dea acces la fluidul plastifiat și trebuie, în același timp, să permită aerului care vine de la mai multe canale să curgă spre exterior.
Notă
- ^ a b c d e Georg Menges, Paul Mohren, How to make injection molds , München, Hanser, 1991, p. 3, 6, 14, 29, ISBN 3-446-16305-0 .
- ^ Domenico Surpi, Oțeluri pentru matrițe și unelte ( PDF ), Esine (BS), Grupul LUCEFIN, 2011, p. 6. Accesat la 21 ianuarie 2017 (arhivat din original la 15 decembrie 2017) .
Bibliografie
- Domenico Surpi ( 2011 ), Oțeluri pentru matrițe și unelte , Grupul LUCEFIN, Esine (BS)
Elemente conexe
Alte proiecte
-
 Wikționarul conține dicționarul lema « stampo »
Wikționarul conține dicționarul lema « stampo » -
 Wikimedia Commons conține imagini sau alte fișiere tipărite
Wikimedia Commons conține imagini sau alte fișiere tipărite
| Controlul autorității | Tezaur BNCF 5468 |
|---|